Control Plan
Introduction
The control plan is the centralized document to keep track of the status of all significant process characteristics.
An example follows, along with a description of each of the columns (which can be modified to fit your needs).
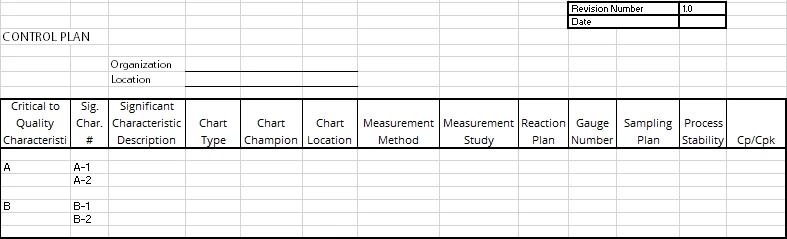
- Critical to Quality Characteristic: End-product characteristic proven to be important to the customer, along with hierarchical reference number.
- Significant Characteristic Number: Reference number to organize Significant Characteristics within a hierarchy that relates to the corresponding CTQC's.
- Significant Characteristic Description:Process characteristics that have a significant impact on the Critical to Quality Characteristic
- Chart Type: X-bar & R chart, P-chart, C-Chart, Trend chart
- Chart Champion: Name of the process owner.
- Chart Location: Location where the cart is kept.
- Measurement Method: Method used to collect the measurement data, e.g. scale, caliper.
- Measurement Study: Yes or No to denote whether a measurement system analysis has been completed. If Yes, show % total error.
- Reaction Plan: Reference number to a reaction plan flow-chart that tells the data-plotter what to do in the event of an out-of-control or out-of-spec. condition. Reaction plans may be somewhat generic for families of process with similar criticality.
- Gage Number: Reference number for the gage that corresponds to the calibration tracking system.
- Sampling Plan: How many samples are drawn at what frequency.
- Process Stability: Is the process in a state of statistical control - Yes or NO.
- Cp/Cpk: If process is stable, calculate Cp and Cpk.
Summary
After using some of the other process improvement identification tools the corrective action matrix is an excellent tool to coordinate future and ongoing process improvement activities. As projects are completed, the activities needed to implement the solutions and the ongoing changes must be coordinated and managed just like the main project. The corrective action matrix is a simple and easy tool to help your project reach full implementation.